
I mark all the target thicknesses on the back and top.

Here’s the setup for drilling holes to depth. It is a homemade stop. I can adjust the cut depth with the drill press.

Here’s the set up in action. I’m drilling to about a half millimeter over spec. It’s a good idea to check your adjustment now and then. I’ve only gone through once. That top is sitting in a drawer...

Here’s the top all drilled.

I do the same to the back and then take a rag with hot water and wet the surfaces of the top and back. This removes the dents from the depth stop and raises the grain. Notice how fast my hand can move.

Fine scraping is next to level the raised grain.

This is the tool for the next step. Not exactly traditional, but it does the job. I read a review about a timed competition between two cello makers. one using traditional gouges. The other fellow, the high speed grind technique. They finished in a tie. Of course what they didn’t include was that the traditional guy was really buff and lifted weights on a daily basis.

Here, I’m hogging out the back.

This is as far as I’m willing to go. The rest calls for hand tools.

I’ve started working the top with my wooden round bottom plane.

Here’s the back with another of the planes.

I cut both top and back to just below the drilled holes, then weigh them. The back came to 646 grams.

The top came to 445 grams.

This is my tap tone method. A violin is so much easier. The node to hold the cello plate is farther than I can grasp, so I use a padded clamp to hold about 1/5 the distance from the edge. Tap the center. You have to mess with locations a bit to get an accurate read.

At this point, I’ve got a C# - 20 or about 134 Hz. for the top plate.

And a C#-10 for the back plate. Notice the temperature Widget in the far left corner. -2 degrees... Brrrr.
This isn’t all that simple. Notice that there are two main spikes on the Chromatograph (right side and left are identical... it’s a stereo input). The left is the one I’m collecting, but the higher frequency on the right side is louder. That F# really wanted to come out. You can see a shadow of it in the “Perfect Pitch” program on the right.

The roughing out is finished and it’s time for fine tuning. I measure and thin the f-hole area to 4.3 to 4-5 mm, then draw them in.

Here’s another thought on graduation. I read an article on thicknessing by shining light through the plate. It made a lot of sense. So I check the Spruce for thin spots and mark them with a red pencil. The thick spots, I mark with black.
This doesn’t work with Big Leaf Maple because it is too dense.

Scraping away at said dense Maple.
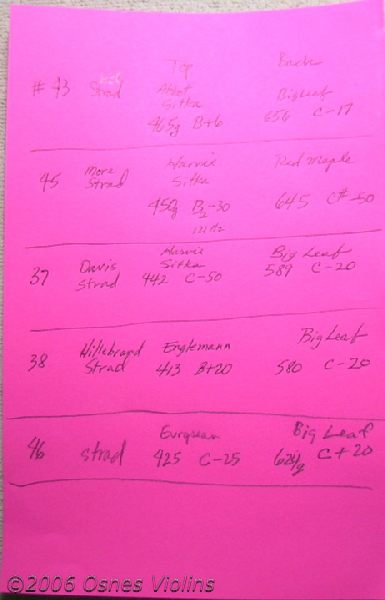
This is a chart of several of my latest Strad cellos with weight of plate and frequency of tap tone. The last entry is what I finished up with for this cello, #46.

Here’s the finished back.
That’s it for graduating the plates.
The top ended up slightly less than 4 mm all over except around the f-holes and in the soundpost area. I left the post area at 5.5 mm. The f-holes near 4.3 mm.
The back was 7.3 at the thickest in the center. The upper area was around 3.6 and the lower bout close to 4.2. The center bout edges were 4.3 - 4.5 mm.
On to cutting of f-holes...

I first cut the f-holes out with a deep throat jewelers saw.

Then a fine cut rasp for roughing out...

and a #11 Exacto for everything else.

Close-up of my cutting technique.
Continuing with my f-holes.

What I look for is a smooth curve at the top and bottom. Having the hole wide enough to fit a soundpost through easily is always a good idea. To my eye, an f-hole that progressively gets smaller from the widest part is ideal.

Now for fitting the bass bar. I use my finger as a depth guide and trace the curve of the top to the bar. Then cut it out with the bandsaw.

Rough fitting I do with a plane.

Then I chalk fit the bar...

using rasps to remove the contact spots until the bar fits throughout its length.

Glue it down with strong hide glue. This is my third attempt. The glue was too thick and gelled quickly causing the bar to slip out of position. I finally got the glue right and went ahead with the job.

Wow! He has a head... to bad the top of it is missing.
I’m drilling the endpin hole with a 3/4 inch bit. I do it at this time so I can be assured of a vertical cut. It’s the only job I use the old press for.

I’ve cleaned up the blocks and have glued the back with strong glue.
In the background, the top is getting warmed under the lamps prior to gluing the bass bar.

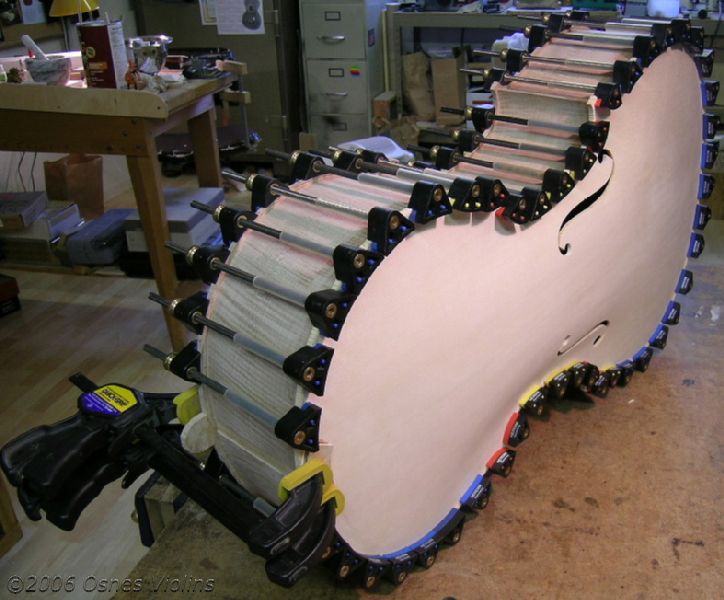
I love it at this stage. I call it a “Boat”. Obviously it can float.

This is my favorite boat, the “Twinkieboat”. That’s one of our cats, Twink, in the bow.

The bar is cut with the highest spot in the center, not under the bridge. It’s 23 mm. high at that point tapering to nothing. It is 11.8 mm. thick at the base.

It’s gotten colder outside. I measure the tap tone again after the bar is cut. It’s gone up to an E flat -30.... about a 23 Hz increase. This pitch is a bit high compared to several of my other Strad models which have been running from C to D. This is a different kind of Spruce that I’m using and I want to see how it comes out. I can always go in later and remove some wood and bring the pitches down.
Someone asked earlier about which nodes I measure and gave an excellent referral to a web site. It is the number 5 pattern that I am logging. I try to get 1 and 2, but they are very low frequency and my equipment and ear do not do a good job of detection with all the extra noise that is present.
The top is glued using dilute, weak hide glue.
That’s it for this portion of the show.
Tune in for:
9. Edges, purfling, fitting the neck
10. Varnishing
11. Setup
Home
9.Purfling & Edges